您現(xiàn)在的位置: 首頁(yè) 產(chǎn)品中心
咨詢服務(wù)熱線:
173-7120-0903
137-3341-6592
173-7120-0903
137-3341-6592



您現(xiàn)在的位置: 首頁(yè) 產(chǎn)品中心
專注高精密零部件加工生產(chǎn)
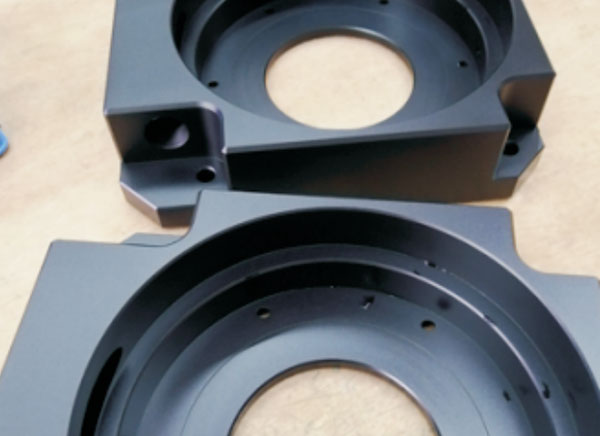
從一張?jiān)O(shè)計(jì)圖紙到實(shí)際成型的高精度零件,CNC加工過(guò)程蘊(yùn)含著嚴(yán)謹(jǐn)?shù)募夹g(shù)邏輯和豐富的實(shí)踐經(jīng)驗(yàn)。作為武漢CNC加工公司,我們經(jīng)常被客戶問(wèn)及這個(gè)轉(zhuǎn)換過(guò)程的核心環(huán)節(jié)。事實(shí)上,每個(gè)精細(xì)零件的誕生都需要經(jīng)歷多重技術(shù)驗(yàn)證與工藝打磨。設(shè)計(jì)圖紙的解讀是首要環(huán)節(jié)。工程師會(huì)檢查圖紙尺寸標(biāo)注是否完整,公差要求是否合理,材料選擇是否符合加工特性。對(duì)于復(fù)雜曲面零件,需要特別注意基準(zhǔn)面的確立和形位公差鏈的連續(xù)性。某些設(shè)計(jì)中的銳角或薄壁結(jié)構(gòu)在實(shí)際加工中可能存在變形風(fēng)險(xiǎn),這時(shí)工藝工程師會(huì)提出設(shè)計(jì)優(yōu)化建議。編程階段決定了加工效率和精度水平。CAM軟件將三維模型轉(zhuǎn)換為刀具路徑時(shí),需要根據(jù)材料特性選擇切削參數(shù)。加工鋁合金時(shí)主軸轉(zhuǎn)速通常設(shè)定在8000-12000rpm,而淬硬鋼則需降至1500-3000rpm。分層切削策略的制定尤為關(guān)鍵,粗加工留0.3-0.5mm余量,精加工再通過(guò)小步距切削達(dá)到Ra1.6以下的表面光潔度。機(jī)床性能直接影響成品質(zhì)量。現(xiàn)代五軸聯(lián)動(dòng)CNC通過(guò)RTCP功能實(shí)...
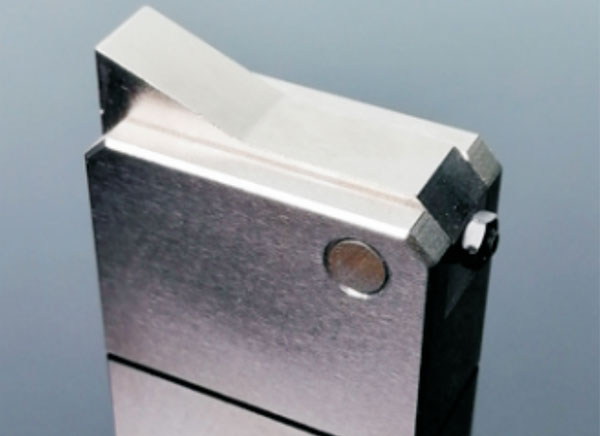
在武漢車床加工過(guò)程中,高硬度材料的處理往往帶來(lái)較大挑戰(zhàn),尤其是刀具的選擇直接影響加工效果與效率。面對(duì)這類材料,如何挑選合適的刀具材質(zhì)成為關(guān)鍵問(wèn)題。以下從材料特性、加工條件及刀具性能等方面展開分析,幫助操作者作出合理決策。 高硬度材料通常指洛氏硬度超過(guò)HRC50的金屬或合金,如淬火鋼、鈦合金或高溫合金。這類材料在切削時(shí)會(huì)產(chǎn)生高熱與強(qiáng)磨損,因此刀具需具備高耐熱性、耐磨性和足夠的韌性。常見的刀具材質(zhì)包括硬質(zhì)合金、陶瓷、立方氮化硼(CBN)和聚晶金剛石(PKD)。 硬質(zhì)合金是應(yīng)用比較廣泛的刀具材質(zhì)之一,其特點(diǎn)是成本適中且適用范圍廣。對(duì)于硬度較高的材料,可選用含鈷量較低的硬質(zhì)合金,以提高耐磨性。若加工過(guò)程中溫度較高,涂層硬質(zhì)合金是較好的選擇,例如采用TiAlN涂層的刀具能有效減少熱擴(kuò)散,延長(zhǎng)使用壽命。 陶瓷刀具在高溫環(huán)境下表現(xiàn)突出,適合連續(xù)切削高硬度材料。其耐熱性優(yōu)于硬質(zhì)合金,但脆...
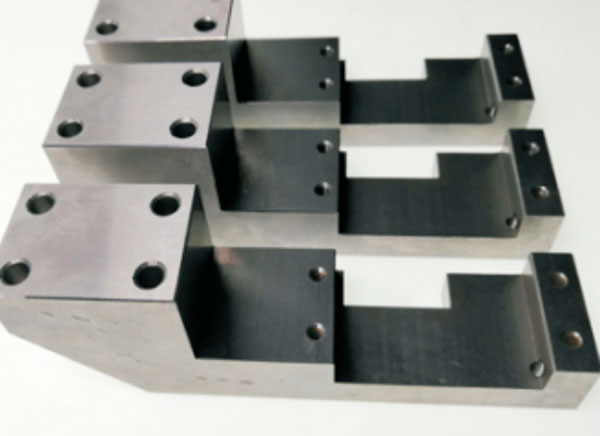
在數(shù)控加工的世界里,刀具路徑規(guī)劃如同工匠手中的指南針,指引著刀具在工件上的行進(jìn)軌跡。合理的刀具路徑規(guī)劃,不僅能保障加工質(zhì)量,還能顯著提升加工效率。那么,武漢數(shù)控加工中的刀具路徑規(guī)劃遵循哪些原則、采用什么方法,又該如何優(yōu)化來(lái)提升效率呢?刀具路徑規(guī)劃首要遵循安全性原則。在規(guī)劃過(guò)程中,要充分考慮刀具與工件、夾具、機(jī)床部件之間的空間位置關(guān)系,避免發(fā)生碰撞干涉。例如,在加工復(fù)雜曲面零件時(shí),刀具的切入和切出路徑要精心設(shè)計(jì),不能讓刀具直接垂直扎入工件,而是以一定角度或圓弧軌跡切入,防止因瞬間受力過(guò)大損壞刀具和工件。同時(shí),要預(yù)留足夠的安全距離,防止刀具在快速移動(dòng)過(guò)程中與周圍物體發(fā)生碰撞,確保整個(gè)加工過(guò)程安全穩(wěn)定。準(zhǔn)確性原則同樣關(guān)鍵。刀具路徑要精準(zhǔn)貼合零件的設(shè)計(jì)輪廓,保證加工精度。這就要求在編程時(shí),根據(jù)零件的幾何形狀和尺寸,準(zhǔn)確計(jì)算刀具的運(yùn)動(dòng)軌跡。對(duì)于形狀復(fù)雜的零件,可能需要將其分解為多個(gè)簡(jiǎn)單的幾何元素...
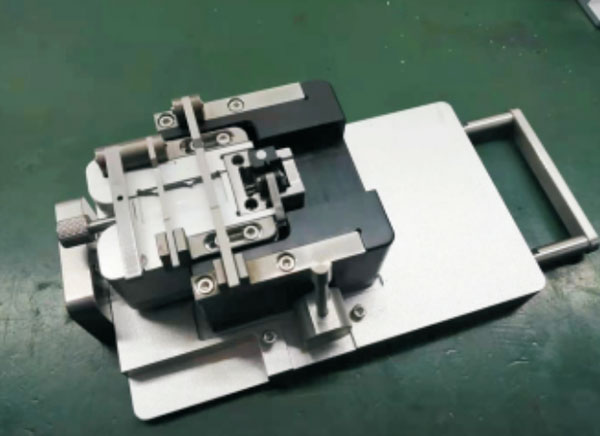
在數(shù)控加工領(lǐng)域,薄壁件因其重量輕、節(jié)省材料等特點(diǎn),被廣泛應(yīng)用于航空航天、電子設(shè)備等行業(yè)。然而,薄壁件加工過(guò)程中容易出現(xiàn)變形問(wèn)題,這讓許多武漢數(shù)控加工公司頭疼不已。想要解決這個(gè)問(wèn)題,需要深入探究引發(fā)變形的原因。材料自身的屬性是導(dǎo)致薄壁件加工變形的基礎(chǔ)因素。不同材料具有不同的物理和力學(xué)性能,這些性能在加工過(guò)程中會(huì)直接影響零件的形態(tài)。例如,材料的彈性模量決定了其抵抗彈性變形的能力,彈性模量較低的材料,在受到外力作用時(shí)更容易發(fā)生彈性變形。材料的熱膨脹系數(shù)也至關(guān)重要,在加工過(guò)程中不可避免會(huì)產(chǎn)生切削熱,熱膨脹系數(shù)大的材料,因溫度變化引起的尺寸變化更為明顯。此外,材料內(nèi)部存在的殘余應(yīng)力也不容忽視,在薄壁件加工時(shí),隨著材料的去除,原本平衡的殘余應(yīng)力分布被打破,應(yīng)力重新分布的過(guò)程就可能導(dǎo)致零件變形。加工工藝參數(shù)的選擇與設(shè)置對(duì)薄壁件變形有著直接影響。切削速度、進(jìn)給量和背吃刀量三者相互關(guān)聯(lián),共同決定了切削力...
聯(lián)系人:田會(huì)娟
電???話:17371200903
聯(lián)系人:呂紅清
電???話:13733416592
地???址:武漢東湖新技術(shù)開發(fā)區(qū)光谷大道特1號(hào)國(guó)際企業(yè)中心二期1棟4層03號(hào)324室
ICP備案號(hào):鄂ICP備2023004630號(hào)-1
Copyright ? 武漢實(shí)鑫創(chuàng)機(jī)械制造有限公司 | 版權(quán)所有
免責(zé)聲明:本網(wǎng)站部分圖片來(lái)源于網(wǎng)絡(luò),如有侵權(quán)請(qǐng)聯(lián)系刪除,謝謝!
主營(yíng):武漢車床加工、數(shù)控加工、CNC加工、機(jī)加工
流量統(tǒng)計(jì)